Trong các kỹ thuật hàn hiện nay, hàn trần, hàn ngang được biết đến để là một trong những kỹ thuật hàn khó nhất đối với các thợ hàn. Vậy kỹ thuật hàn trần, kỹ thuật hàn ngang là gì? Cách hàn trần, hàn ngang như thế nào để có được mối hàn đẹp? Bạn không nên bỏ qua những chia sẻ dưới đây để có thêm hiểu biết về kỹ thuật hàn để nâng cao được tay nghề.
Kỹ thuật hàn trần
Hàn trần là gì?
Hàn trần còn được gọi là hàn ngửa luôn được các thợ hàn đánh giá là kỹ thuật hàn khó nhất trong các vị trí không gian của mối hàn hiện nay. Hàn trần chính là những mối hàn được được bố trí trên những mặt phẳng thuộc vào góc từ 120o – 180o. Khi thực hiện hàn, người thợ sẽ cần phải ngửa mặt về phía hồ quang, nên hàn trần còn được gọi là hàn ngửa.
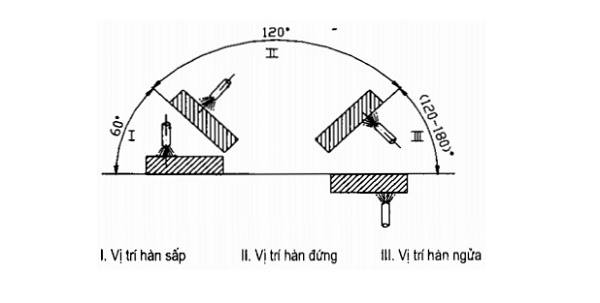
Vị trí hàn trần hay còn gọi là hàn ngửa nằm ở góc từ 120 – 180
Kỹ thuật hàn trần được thực hiện ở các vị trí khác nhau trong không gian. Bạn có thể tham khảo vị trí sẽ cần thực hiện hàn trần đối với hàn kết cấu, hàn ống nối.
Đối với hàn kết cấu
Kỹ thuật hàn trần được sử dụng ở các vị trí: 4G tức là mối hàn rãnh, 4F tức là mối hàn góc.
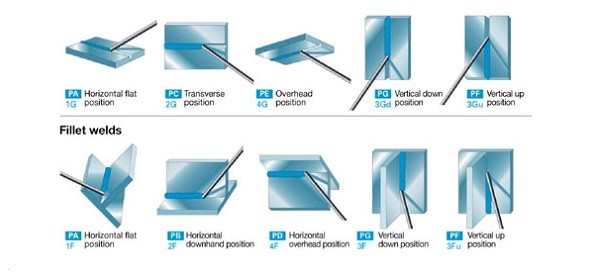
Vị trí hàn 4G, 4F trong hàn kết cấu
Đối với hàn ống nối
Khi ống nối nằm ở vị trí 5G sẽ cần thực hiện mối hàn trần để hàn rãnh. Đối với phần ống nối được liên kết với mặt phẳng ở vị trí 5F sẽ cần sử dụng mối hàn gốc. Tương tự như vậy, mối hàn ở vị trí 45 độ, 6G sẽ cần tiến hành hàn rãnh. Trong khi đó, vị trí hàn ở vị trí 5F sẽ cần thực hiện kỹ thuật hàn trần góc.
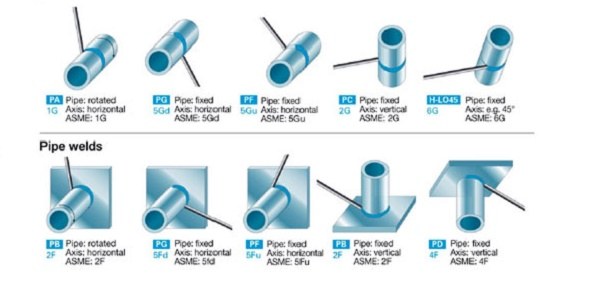
Vị trí hàn 5G, 6G đối với hàn ống nối
Ngoài ra, bạn cũng có thể tham khảo luôn vị trí hàn ngang trong hàn kết cấu và hàn ống nối. Đối với hàn kết cấu, hàn ngang sẽ chính là các vị trí hàn 2G, 2F. Trong khi đó, hàn ống nối cũng có vị trí hàn ngang là 2G và 2F.
Xem thêm:
- Kỹ thuật hàn leo là gì? Hướng dẫn cách hàn đứng đúng cách cho mối hàn đẹp
- Kỹ thuật hàn góc – Cách hàn góc vuông đơn giản cho thợ hàn mới
Đặc điểm của kỹ thuật hàn ngửa
Trong quá trình hàn, kim loại lỏng sẽ dịch chuyển từ que hàn đi vào vũng hàng theo chiều hướng ngược từ dưới lên, ngược với hướng của trọng lực (từ trên xuống, theo định luật hấp dẫn). Chính vì vậy, các kim loại lỏng trong vũng hàn sẽ rất dễ bị rơi xuống dưới nên việc mối hàn được hình thành rất khó khăn.
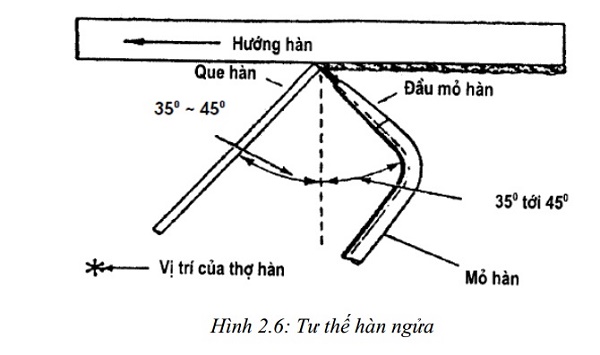
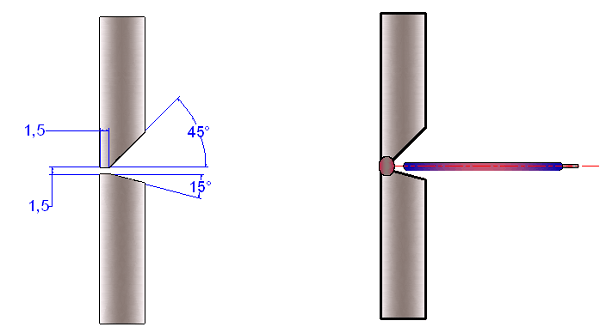
Hình ảnh về kỹ thuật hàn ngửa
Khi thực hiện kỹ thuật hàn ngửa trên máy hàn tig, bạn nên chọn đường kính điện cực hàn ở mức nhỏ hơn khoảng 4mm. Ngoài ra, bạn cũng cần giảm cường độ dòng điện để phù hợp với kỹ thuật hàn. Đồng thời, bạn nên sử dụng que hàn có lớp bọc tính bám dính cao và dùng chiều cao hồ quang ngắn.
Hướng dẫn cách hàn trần
Với kỹ thuật hàn trần khó, bạn chắc chắn nên tham khảo qua hướng dẫn cách hàn trần. Qua đó, bạn sẽ có thêm thông tin thích hợp để hàn cho người dùng. Bạn có thể tham khảo một số kinh nghiệm hàn nhanh chóng dễ dàng.
Lựa chọn tư thế hàn
Trước khi tiến hành hàn ngửa, bạn cần chú ý lựa chọn tư thế hàn phù hợp để đảm bảo đúng kỹ thuật và an toàn. Đầu tiên, bạn cần lắp vật hàn vào các đồ gá ngang, phẳng, lưu ý cao hơn chiều cao của mình. Do đây là kỹ thuật hàn mà bề mặt hàn quay xuống dưới.

Lựa chọn tư thế hàn trần đúng cách
Đối với các bạn sử dụng hàn Tig hoặc hàn Mig có ống dẫn khí cần đặt ống gọn gàng, không bị vướng, không ảnh hướng đến quá trình thao tác hàn. Bạn nên chọn vị trí đứng phù hợp là phía trước bàn hàn, nên cầm mỏ hàn bằng tay phải.
Lựa chọn que hàn và hướng que hàn
Theo kinh nghiệm của nhiều thợ hàn, bạn nên chọn que hàn có đường kính càng to sẽ càng dễ hàn ngửa. Tuy nhiên, bạn cũng cần lưu ý, chọn dòng hàn phù hợp với đường kính que hàn cũng như chất liệu của vật hàn.
Nếu bạn thực hiện hàn một lớp, bạn có thể cho que hàn chuyển động theo hình răng cửa hoặc hình bán nguyệt. Đối với trường hợp hàn nhiều lớp, bạn nên cho que hàn đi theo đường thẳng hoặc lặp lại đường thẳng từ 2 đến 3 lần với lớp đầu tiên. Từ lớp thứ hai, bạn mới cho que hàn đi theo hinh rang cưa hoặc hình bán nguyệt.

Chọn hướng que hàn và cách thức di que hàn phù hợp
Quy trình hàn ngửa
Sau khi đã chọn được tư thế hàn ngửa và hướng que hàn, bạn bắt đầu tiến hành hàn trên vật hàn. Bạn có thể tham khảo những bước hàn ngửa bằng máy hàn que dưới đây.
Bước 1
Đặt que hàn ở vị dưới cùng của vật hàn. Lưu ý, đối với bạn sử dụng máy hàn Mig nên chọn bép hàn số 70 hoặc số 100. Sau đó, bạn mồi hồ quang đảm bảo cho lửa trung tính.
Bước 2
Tiếp đó, bạn thực hiện hàn chấm que hàn trên vật hàn theo chiều từ dưới lên trên. Nếu bạn chọn cách hàn chấm bon, bạn nên chấm liên tục, thao tác chấm và nhấc tay cần dứt khoát, tránh bị rung tay.
Lưu ý, nếu lần chấm đầu tiên bạn tiếp kim loại nóng chảy bị rớt xuống. Bạn có thể đẩy thời gian chấm nhanh hơn từ 3 giây lên khoảng 2 giây đến khi kim loại lỏng không còn bị chảy nữa.
Đối với các bạn muốn hàn liên tục cần đi que hàn đều, hạn chế không để que hàn quá lâu tại một vị trí. Nguyên nhân bởi que hàn để lâu dễ khiến kim loại dễ bị nóng chảy và rơi xuống.
Bước 3
Trong quá trình hàn, bạn cũng cần lưu ý điều chỉnh tốc độ đi que hàn, dòng hàn để phù hợp với vật hàn.
Một số những lưu ý khi hàn trần
- Đối với kỹ thuật hàn trần, bạn lưu ý nên hàn với hồ quang ngắn.
- Bạn không nên để cho kim loại nóng chảy quá nhiều, chỉ nên để một lượng nhỏ, mỏng để tránh bị chảy xuống dưới.
- Hàn ngửa thường hay xảy ra các khuyết tật như xỉ, lỗ hơi do tạp chất và khí luôn nổi lên phía trên.
Xem thêm: Cách hàn inox bằng máy hàn Mig, nên dùng khí bảo vệ gì?
Kỹ thuật hàn ngang
Hàn ngang là gì?
Kỹ thuật hàn ngang cũng được đánh giá là một trong những kỹ thuật hàn được đánh giá khó, phức tạp. Người thợ hàn cần có được kỹ năng hàn cũng như điều chỉnh được dòng điện và thao tác linh hoạt nhất.
Hình ảnh về mối hàn ngang phổ biến nhất
Hàn ngang được biết đến là các mối hàn nằm ở vị trí không gian hàn trong mặt phẳng từ góc 60o – 120o. Đây là mối hàn song song với mặt phẳng nằm ngang ( Xem hình tham khảo: Vị trí thuật hàn trần).
Kỹ thuật hàn ngang có đặc điểm nổi bật là thanh hàn nằm ngang. Do vậy, khi hàn kim loại nóng chảy sẽ dễ rơi xuống dưới có thể gây nguy hiểm cho người thao tác. Bên cạnh đó, kỹ thuật này cũng dễ khiến mối hàn dễ bị cháy.
Xem thêm: Cách hàn mặt bích đúng kỹ thuật, thợ hàn nào cũng nên đọc
Một số lưu ý khi thực hiện hàn ngang
Khi thực hiện hàn ngang, bạn nên nắm được những lưu ý thực hiện hàn để đảm bảo dễ thực hiện. Đồng thời, mối hàn của bạn sẽ đáp ứng yêu mối hàn bền chắc, không bị chảy kim loại.
Trước tiên, bạn cần chọn que hàn có thuốc bọc bên ngoài nhỏ hơn 4mm. Bạn cũng có thể lựa chọn dòng điện giảm hơn 10 – 15% tư thế hàn bằng. Ngoài ra, trong trường hợp mối hàn cần vát mép thì nên vát mép tấm trên nhiều hơn.

Lưu ý khi thực hiện hàn ngang
Bạn nên chọn hướng que hàn từ trái sang phải, dao động ngang theo đường thẳng, răng cưa, bán nguyệt hay tam giác nghiêng. Bạn cũng nên dùng máy hàn có hồ quang ngắn để hàn. Cuối cùng, khi hàn hồ quang đến cạnh trên của tại vật hàn nên dừng một lại khoảng từ 1 – 2 giây để tránh cháy cạnh.
Hàn trần và hàn ngang nên chọn loại máy hàn nào?
Bên cạnh việc tìm hiểu, học hỏi những kỹ thuật hàn, bạn cũng cần tham khảo nên chọn loại máy hàn phù hợp nào với từng công việc. Điều này sẽ giúp bạn dễ dàng chọn được máy hàn điện tử thích hợp, tiết kiệm chi phí mà mối hàn vẫn đạt được chất lượng cao.
Hiện nay, trên thị trường đang phổ biến với 3 dòng máy hàn chính là máy hàn que điện tử, máy hàn Tig,… Với từng dòng máy hàn bạn có thể sử dụng kỹ thuật hàn trần, hàn ngang phù hợp theo đặc tính công việc.
Máy hàn que
Máy hàn que là loại máy hàn thông dụng được sử dụng phổ biến trong dân dụng với khả năng hàn các kim loại như sắt, thép, gang, hợp kim thép,… Bạn có thể triển khai hàn ngửa, hàn ngang để dùng trong dân dụng tại các xưởng cơ khí, sửa chữa, xây dựng, làm cửa, lan can,…
Một số dòng máy hàn que đang được ưa chuộng sử dụng như:
- Máy hàn que Hồng Ký HK 200N chống giật, giá tham khảo: 2.160.000 đồng.
- Máy hàn que Jasic ARES 120, giá tham khảo: 1.950.000 đồng.
- Máy hàn que Weldcom Maxi 120, giá tham khảo: 1.900.000 đồng.

Ảnh tham khảo máy hàn que Hồng Ký HK 200N
Xem thêm: Máy hàn que có hàn được inox không? Cách hàn que inox
Máy hàn Mig
Máy hàn Mig dùng phổ biến trong trường hợp thường xuyên hàn các kim loại màu hàn kim loại màu, thép hợp kim cao Al, Ni, Cu,… Hay dùng trong đóng tàu sử dụng khí bảo vệ CO2. Một số dòng máy hàn Mig thích hợp cho bạn như:
- Máy hàn Mig Sasuke Mig/MMA-250A, giá tham khảo: 12.563.000 đồng.
- Máy hàn Mig Hồng Ký HK MIG 500I, giá tham khảo: 26.500.000 đồng.
- Máy hàn Mig Riland NBC 200GW, giá tham khảo: 10.500.000 đồng.
Ảnh tham khảo máy hàn Mig Sasuke Mig/MMA-250A
Máy hàn Tig
Kỹ thuật hàn ngửa, hàn ngang cũng được sử dụng phổ biến với máy hàn Tig. Bạn có thể thực hiện mọi kỹ thuật hàn, tư thế hàn để hàn các chất liệu như: nhôm, magie, thép không gỉ, đồng và hợp kim đồng, niken, và hợp kim niken, và các loại thép Cacbon thấp,… hàn trên ống vi sinh, ống áp lực,…
Bạn có thể tham khảo một số loại máy hàn Tig phổ biến hiện nay:
- Máy hàn tig nguội Jasic TIG 300 W229, giá tham khảo: 9.890.000 đồng.
- Máy hàn Jasic TIG 500P AC/DC (E312), giá tham khảo: 61.800.000 đồng.
- Máy hàn Tig Sasuke Tig-200A, giá tham khảo: 5.400.000 đồng.

Máy hàn tig nguội Jasic TIG 300 W229
Trên đây là những kiến thức chia sẻ về kỹ thuật hàn trần (hàn ngửa) và kỹ thuật hàn ngang với những đặc điểm nổi bật. Qua đó, bạn có thể tham khảo thêm để học hỏi và nâng cao tay nghề hàn của mình. Với những kỹ thuật hàn khó đòi hỏi bạn phải kiên trì luyện tập nhiều lần để tạo ra được những mối hàn đẹp, chắc chắn với độ bền cao.