Hợp kim chịu nhiệt cao hay còn gọi là siêu hợp kim có các nguyên tố như Fe, Ti, Ni và Co,.. Chiệu được nhiệt độ cao, cứng, bền, choonhs oxy hóa, mài mòn, dẻo,.. gia công hợp kim chịu nhiệt cao đòi hỏi phải có những đặc tính riêng
Gia công hợp kim chịu nhiệt cao (Titan, Inconel,…) cần lưu ý những gì ?
Hợp kim chịu nhiệt cao (high temperature alloys) hay còn được gọi là siêu hợp kim (super alloy): là hợp kim có nền là các nguyên tố Fe, Ti, Ni và Co. Hợp kim chịu nhiệt cao có rất nhiều ưu điểm: độ bền cao ngay cả khi ở trong môi trường nhiệt độ rất cao (300 ~ 2200 °C), chống oxy hóa và chống ăn mòn tốt, có độ dẻo cao và độ bền mỏi tốt. Hợp kim chịu nhiệt cao là vật liệu thành công trong các ứng dụng mà inox không thể giải quyết được.
Chính vì vậy, nó có thể được sử dụng rất rộng rãi. Tuy nhiên, giá thành vật liệu hợp kim chịu nhiệt cao khá đắt. Do đó, hợp kim chịu nhiệt cao hiện mới được sử dụng trong 3 ngành chính là: hàng không vũ trụ; hóa dầu và y khoa.

Trong gia công cơ khí, hợp kim chịu nhiệt cao tạo ứng suất khi gia công cũng rất cao, nhìn chung là vật liệu rất khó gia công (khó gia công hơn inox). Do đó, gia công hợp kim chịu nhiệt cao đòi hỏi phải có những đặc tính riêng. Đòi hỏi những dụng cụ cắt có kết cấu riêng để đạt hiệu suất gia công tối ưu nhất.
Vì có những đặc điểm gia công rất khác biệt, nên hợp kim chịu nhiệt cao được nhóm thành một nhóm riêng. Kí hiệu nhóm hợp kim chịu nhiệt cao là S, và kí hiệu màu sắc là màu dam cam.
Trong nhóm S, thường được phân thành các nhóm nhỏ dựa trên nền các nguyên tố hợp kim:
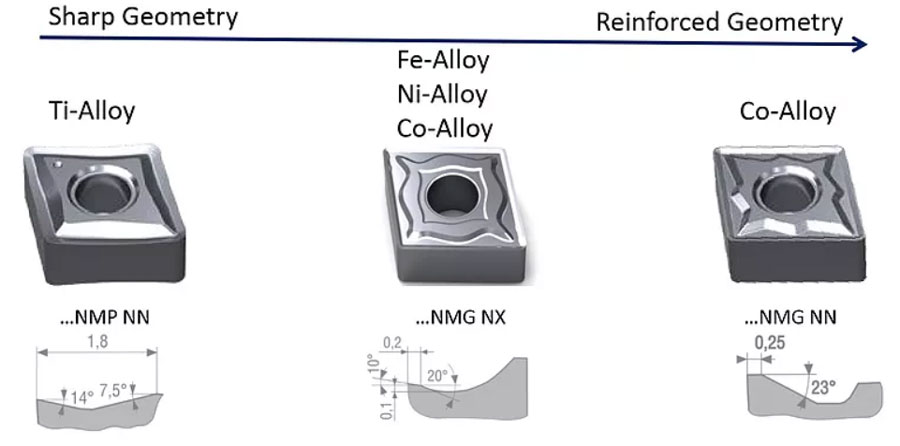
- Hợp kim nền Ti: T40, TiAl6V4.
- Hợp kim nền Fe: Incoloy 800, Incoloy 901, Discalloy (Độ cứng: 180-300 HB).
- Hợp kim nền Ni: Inconel 718, Nimonic 75, Waspalloy (Độ cứng: 180-380 HB).
- Hợp kim nền Co: Stellite 21, Steelite 32, Haynes 25 (Độ cứng: 300-400 HB).
Các hợp kim dựa trên nền Fe và Ni có cấu trúc Austenitic, mang lại các tính năng như độ dẻo cao và khả năng dính dao (hiện tượng lẹo dao), tạo ra hoạt động gia công dẻo giống như thép không gỉ (inox) austenit. Ngoài ra, các hợp kim này được thiết kế cho các ứng dụng ở nhiệt độ cao mà vẫn giữ được độ bền ở nhiệt độ hình thành phoi trong quá trình gia công, tạo ra sự kiểm soát phoi khó khăn. Khả năng dẫn nhiệt ít hơn nhiều so với thép và các vật liệu phổ biến khác và nhiệt độ luôn cao ở các cạnh cắt của dụng cụ cắt.
Hợp kim nền Co là vật liệu khó gia công nhất trong nhóm S. Chúng là sự kết hợp khả năng chống mài mòn cơ học tuyệt vời, đặc biệt là ở nhiệt độ cao, với khả năng chống ăn mòn rất tốt. Thành phần của nó dựa kim loại nền là Co (Cô ban) cùng với Cr (Crom), W (Vonfram), C (Carbon) và Si (Si-líc). Vật liệu này gây ra mài mòn và tăng đáng kể tốc độ hao mòn dụng cụ cắt (mòn cạnh và góc cắt).
Hợp kim nền Ti: Sự kết hợp giữa Titan và Oxy mang lại một đặc tính không ăn mòn cho vật liệu này, do lớp trơ (khoảng 0,01mm) trên bề mặt có chứa TiO2. Nếu có một số phá hủy trên bề mặt, sự có sẵn Oxy thì bề mặt này ngay lập tức được xây dựng lại. Nó làm cho vật liệu này rất phù hợp cho các bộ phận động cơ phản lực, bánh răng hạ cánh, bộ trao đổi nhiệt và nhiều bộ phận khác trong ngành hàng không vũ trụ (ví dụ: bộ phận kết cấu).
Các mẩu làm bằng Titanium có thể được sử dụng trong các môi trường xâm thực cần thiết.
Các vấn đề gặp phải khi gia công hợp kim chịu nhiệt cao:
Sự dính cứng xảy ra khi kim loại gia công dính cứng lại tại đầu lưỡi cắt, đặc biệt là dụng cụ cắt kém, bị biến dạng dẻo. Lớp dính cứng này làm khó cắt hơn trong các bước cắt tiếp theo hoặc các gia công tiếp theo. Nó làm tăng khả năng hao mòn dụng cụ cắt gọt, và dẫn đến dụng cụ cắt không thể gia công tiếp tục được.
Sự gia nhiệt được tạo ra trên vùng gia công không được phân tán nhanh chóng như khi gia công thép và inox. Nó làm tăng các nguy cơ Biến dạng dẻo, và cũng dẫn đến dụng cụ cắt không thể gia công tiếp tục được.
Để giảm hiện tượng lẹo dao, dụng cụ cắt phải có lưỡi cắt sắc và có góc sau dương.
Vì vậy, kết cấu hình học của lưỡi cắt của dụng cụ cắt sẽ được thiết kế theo từng nhóm vật liệu trong nhóm S như sau:
Về tốc độc cắt khi gia công: thông thường hợp kim chịu nhiệt cao rất khó gia công vì phạm vi tốc độ cắt rất hẹp:
- Nếu tốc độ cắt quá thấp, vật liệu sẽ dính vào lưỡi cắt.
- Nếu nó quá cao, số lượng lớn các thành phần hóa học tạo ra sự mài mòn trong lưỡi cắt. Nguy cơ biến dạng dẻo cũng tăng đáng kể.
Để đạt hiệu quả cao khi gia công hợp kim chịu nhiệt cao, chúng ta cần phải:
- Tránh rung: Giảm nguy cơ gãy vỡ mảnh dao.
- Chất làm mát cung cấp hơn mức cần thiết: Loại bỏ sự tăng nhiệt từ vùng cắt.
- Chú ý giới hạn tốc độ: Trên Nhóm vật liệu S này, điều rất quan trọng là không vượt quá giới hạn tốc độ, tốc độ cắt chỉ vượt quá 5% là có thể làm hỏng mảnh dao.
Tóm lại, để gia công tốt hợp kim chịu nhiệt độ cao, điều rất quan trọng là chú ý đến chế độ cắt, chủ yếu là tốc độ cắt và tốc độ ăn dao. Vì chúng có phạm vi ứng dụng rất hẹp được đề xuất cho kết quả tốt. Điều quan trọng cần lưu ý là, chỉ có tốc độ cắt được tối ưu hóa mới có thể đạt được hiệu suất mong đợi và một thay đổi nhỏ trên nó có thể thay đổi tuổi thọ công cụ rất lớn. Hãy tham khảo dòng LT 1110S của LAMINA, là mảnh tiện chuyên dụng tiện hợp kim chịu nhiệt độ cao. Hãng LAMINA cũng tối ưu các chế độ cắt để bạn có thể tham khảo và sử dụng thành công.
Công Ty TNHH Thương Mại Giải Pháp Hoàng Uyên
Website: https://hutscom.vn/
Email: [email protected]
Hotline: 0903 867 467
Địa chỉ: phòng G7, số 06 Phùng Khắc Khoan, Phường ĐaKao, Quận 1, TP.Hồ Chí Minh.