Đồng là kim loại dẫn điện, dẫn nhiệt, chống ăn mòn tốt. Vì tính dẫn nhiệt tốt nên khi hàn, cần phải dùng nguồn nhiệt lớn, tập trung để làm nóng chảy vật hàn. Tuy nhiên, không phải cách hàn đồng với bất kì kim loại nào cũng giống nhau và không phải đều cùng sử dụng chung một loại máy hàn.
Hàn đồng thì nên chọn máy hàn gì?
Máy hàn gió đá
Chúng ta thường biết đến máy hàn gió đá (hàn gió oxy đá) có chức năng hàn đồng hoặc hợp kim đồng rất ổn, dòng máy này có thể hàn đồng to và có độ dày lớn. Phương pháp này sử dụng khí Oxy và axetylen (gas) để gia nhiệt rất lớn, làm cho vật hàn nóng chảy và liên kết với nhau, có thể bổ sung hoặc không kim loại phụ vào.
Tuy nhiên sử dụng máy hàn khí gas này để hàn đồng cũng có một nhược điểm là so với máy hàn khác, chất lượng mối hàn đồng không cao.
Tình trạng bong bóng hơi tích tụ tại mối hàn, khiến cho mối hàn trở nên giòn, dễ gãy, độ bền không được cao. Để giảm tình trạng này, có thể sử dụng búa gõ trước khi mối hàn nguội.
Ngoài ra, bộ hàn oxi gas mini này là giá thành không nhỏ.

Hình ảnh máy hàn gió đá
Máy hàn Mig
Muốn hàn đồng bằng máy hàn Mig, ta sử dụng cuộn dây hàn đồng, nên sử dụng khí bảo vệ Argon để cho mối hàn chảy, ngấu, đẹp và chắc chắn hơn. Tuy nhiên, quý khách lưu ý là máy hàn Mig sẽ đạt hiệu quả tốt nhất khi dùng để hàn đồng đỏ, hàn dây đồng (tức là đồng nguyên chất), không hàn được đồng thau.
Có thể tham khảo máy hàn Mig bán tự động để hàn đồng. Tốt nhất nên chọn máy hàn Mig xung sẽ giúp hiệu quả công việc tốt, chất lượng hàn đẹp, cũng như giảm bắn tóe và khói hàn.

Cuộn dây hàn Mig đồng
Có thể tham khảo máy hàn Mig xung Riland MIG 180PGDM:
Máy hàn Mig Riland MIG 180PGDM là máy hàn đa năng (MIG, MMA, TIG Quẹt), có thể hàn đồng, nhôm, các loại thép,… Ngoài ra, máy còn có chế độ hàn 2T/4T và chức năng hàn Mig xung, thích hợp hàn vật hàn mỏng.
- Hàn Mig với dòng hàn 50 – 180A, gồm 2 chế độ hàn Mig dùng khí Co2 và không dùng khí, sử dụng cuộn dây 15kg, đường kính dây hàn 0.8 – 1.0mm, sử dụng đầu súng chuẩn Châu Âu.
- Hàn Tig quẹt.
- Hàn que với dòng hàn 15 – 160A, đường kính que hàn ø1,6 – ø3,2mm.

Hình ảnh thực tế của máy hàn Mig Riland MIG 180PGDM
Máy hàn Tig
Hiện nay, máy hàn Tig được cho là phương pháp tối ưu nhất để hàn đồng. Chất lượng mối hàn đồng được bảo vệ bằng khí Agron hoặc hỗn hợp khí Heli và Agron cho kết quả đẹp, chắc chắn. Khí bảo vệ Argon giúp mật độ nhiệt tập trung cao hơn, nhờ vậy mà thợ hàn cũng dễ dàng điều khiển que hàn.
Trong đó:
- Mối hàn dày dưới 1,6mm thì Ar là đủ.
- Mối hàn dày trên 1,6mm thì dùng hỗn hơn He-Ar.
Tùy vào dòng điện và công suất của từng loại máy hàn Tig đồng mà có thể hàn được miếng đồng dày lên đến 16mm.
Nếu sử dụng kim loại phụ trợ thì phương pháp hàn đồng bằng máy hàn Tig tính đến thời điểm hiện nay là tốt nhất. Máy hàn Tig có thể hàn được đồng nguyên chất, hợp kim đồng đồng thau Photpho, đồng thau nhôm,… Có thể chọn máy hàn Tig xung, máy hàn Tig AC/DC hoặc loại máy hàn 200A (có sử dụng súng giải nhiệt nước) để thực hiện hàn đồng.

Thực hiện hàn đồng sử dụng que hàn bù với máy hàn Tig
Máy hàn que
Máy hàn que chuyên dùng để hàn sắt, tuy nhiên chúng ta vẫn có thể sử dụng máy hàn que (dòng điện hàn một chiều cực nghịch) để thực hiện cách hàn đồng thau, tuy nhiên chất lượng mối hàn không được đẹp như sử dụng máy hàn Tig.
Cách hàn đồng bằng máy hàn điện tử
Cách hàn đồng với đồng bằng máy hàn Mig
Về cách hàn đồng với máy hàn Mig cũng tương tự như cách hàn sắt, cách hàn inox. Khi hàn Mig đồng, sử dụng máy hàn dòng một chiều cực nghịch.
- Có thể tham khảo và thiết lập điều chỉnh lửa hàn ~ 15 (V) và dòng hàn 125A khi hàn đồng với cuộn dây 0.8mm.
- Có thể tham khảo và thiết lập điều chỉnh lửa hàn ~ 22 – 26 (V) và dòng hàn 150 – 200A khi hàn đồng với cuộn dây 1.0mm.
- Có thể tham khảo và thiết lập điều chỉnh lửa hàn ~ 22 – 26 (V) và dòng hàn 300 – 400A khi hàn đồng với cuộn dây 2.0mm.
- Tốc độ hàn phụ thuộc vào tiết diện mối hàn.
Tuy nhiên còn tùy vào khả năng làm việc của máy hàn và độ dày đồng mà sẽ tăng/giảm cho phù hợp. Khi hàn thực tế, nếu thấy mối hàn chưa được ngấu, hãy tăng lửa hàn lên.

Mối hàn đồng khi thực hiện bằng máy hàn Mig
Cách hàn đồng thủ công bằng máy hàn Tig
Sau đây là những lưu ý khi hàn Tig đồng:
1. Vì đồng nguyên chất dễ bị oxi hóa, tạo nên CuO và CuO2. Và các oxit này làm mối hàn đồng bị giòn và dễ xuất hiện vết nứt khi nguội. Do vậy trước khi hàn Tig đồng hay kể cả hàn Mig đồng cũng cần làm sạch trước khi hàn để đảm bảo chất lượng mối hàn. Có thể tham khảo các phương pháp làm sạch oxit bằng chổi kim loại, giấy ráp; tẩm thực trong dung dịch axit và rửa bằng nước, sấy bằng không khí nóng.
2. Để hàn Tig đồng, bạn có thể sử dụng kìm hàn inox thay kìm hàn đồng cũng được; nên sử dụng que hàn đồng bù để đạt chất lượng mối hàn cao và sử dụng khí Argon để tăng tính chảy loãng cho mối hàn và tránh oxy hóa kim loại nền do nhiệt trong khi hàn.

Thực hiện hàn đồng đỏ bằng máy hàn Tig
3. Đối với vật hàn dày, nên vát mép hàn theo chiều dày chi tiết (độ dày t ≥ 5mm); đối với đồng dày 6 ≤ t ≤ 12 mm nên vát mép dạng V; đối với đồng dày t ≥ 12mm nên vát dạng X với góc rãnh hàn từ 70 – 90 độ (hàn bằng điện cực không nóng chảy) hoặc từ 60 – 70 độ (hàn bằn điện cực nóng chảy).
4. Đối với vật hàn có độ dày t < 5mm, nung nóng sơ bộ ≤ 350 độ C; Đối với vật hàn có độ dày t ≥ 5mm, nung nóng sơ bộ 600 – 800 độ C.
5. Khi hàn TIG đồng, sử dụng máy hàn có dòng hàn xoay chiều hoặc dòng một chiều cực thuận.
6. Ngoài ra, cần chú ý khi thiết lập khí ra trễ và dòng hàn khi hàn Tig đồng, chỉ số sẽ thay đổi tùy vào độ dày vật hàn.
7. Đối với hợp kim đồng, khí hàn thoát ra sẽ có tính độc cao, ví dụ như đồng thau, đồng thanh hoặc hợp kim đồng – niken, kẽm. Thợ hàn cần trang bị đồ bảo hộ để bảo vệ sức khỏe bản thân.
8. Nếu hợp kim nhôm có chứa Be, Al, Ni thì thường trên bề mặt sẽ có lớp màng oxit, vì vậy cần làm sạch trước khi hàn để đảm bảo chất lượng mối hàn.
9. Mày hàn Tig có thể hàn hợp kim đồng thau Photpho có độ dày lên đến 12mm, còn đồng thau nhôm có thể hàn chiều dày vật liệu tối đa lên đến 9,5mm.
Cách hàn đồng với đồng bằng máy hàn que
Lựa chọn que hàn AWS A5.6 – 76 và dòng điện hàn một chiều cực nghịch để hàn đồng.
Nhiệt độ nung nóng sơ bộ theo chiều dày tấm và kích thước của vật hàn khi sử dụng que hàn thông thường:
- Nếu vật hàn có độ dày t ≤ 4mm, không cần nung nóng sơ bộ.
- Nếu vật hàn có độ dày 5 ≤ t ≤ 8mm, nung nóng ở mức nhiệt 200 – 300 độ C.
- Nếu vật hàn có độ dày 24mm, nung nóng ở mức nhiệt 750 – 800 độ C.
- Tốc độ hàn tối đa có thể được tăng theo nhiệt độ nung nóng sơ bộ tăng và giảm khi chiều dày vật hàn (t).

Que hàn đồng đỏ có tính ứng dụng cao
Khi sử dụng que hàn chứa các chất tạo phản ứng hóa nhiệt trong thành phần vỏ bọc; thì không cần phải nung nóng sơ bộ hoặc nungvới nhiệt độ thấp hơn so với các loại que thông dụng:
- Nếu vật hàn có độ dày t ≤ 15mm, không cần nung nóng sơ bộ.
- Nếu vật hàn có độ dày t > 15mm, nung nóng ở mức nhiệt 200 – 400 độ C.
Kim loại Zn khi đốt cháy bốc hơi mạnh, cản trở việc quan sát hồ quang. Lưu ý khí hàn này khá độc, cần chú ý và bảo hộ an toàn lao động đầy đủ để giảm thiểu. Đối với cách hàn đồng thau, nhất thiết phải nung nóng sơ bộ; nên hàn với tốc độ lớn, dùng hồ quang ngắn để tránh bốc hơi kẽm (Zn).
Cách hàn dây đồng
Bạn có thể sử dụng máy hàn Tig để hàn dây đồng rất đơn giản. Nếu dây đồng nhỏ có thể thiết lập dòng hàn khoảng từ 130 – 140A; nếu dây đồng to nên điều chỉnh dòng hàn 160 – 170A.

Sử dụng máy hàn Tig dân dụng để hàn dây đồng
Cách hàn đồng với sắt
Để hàn đồng với sắt, chúng ta cần đến chất phụ gia đó là "hàn the" (hay còn gọi là thuốc hàn đồng). Trước khi hàn tốt nhất nên làm sạch tiếp giữa mối hàn giữa 2 vật hàn sắt và đồng bằng giấy rám, để đảm bảo chất lượng hàn tốt nhất.
Nếu sử dụng máy hàn gió đá thì tiến hành nung nóng điểm hàn cho đến khi đồng chuyển sang màu đỏ tươi, rồi tiếp tục chấm hàn the vào điểm cần hàn và vẫn tiếp tục nung nóng cho đến khi kết thúc quá trình hàn. Nếu không có máy hàn gió đá, có thể sử dụng máy khò nhiệt.

Sử dụng máy hàn gió đá để thực hiện hàn sắt và đồng
Lưu ý khi sử dụng máy khò nhiệt để hàn: Vì máy khò nhiệt có khả năng giữ nhiệt kém hơn máy hàn gió đá nên hiệu quả sẽ không cao và mất thời gian hơn. Vì vậy cần chế một tấm chắn nhiệt bằng kim loại khi sử dụng máy khò, có thể tận dụng lon sữa ông thọ để thực hiện (như hình).

Có thể dụng máy khò nhiệt để hàn sắt và đồng
Ngoài ra, bạn có thể sử dụng máy hàn Tig và thực hiện hàn như bình thường, lưu ý nên chỉnh kìm hàn bên đồng 3 và bên sắt 2 và đốt đồng chảy qua sắt.
Cách hàn đồng với thép cũng tương tự như với cách hàn đồng với sắt.
Cách hàn thiếc vào đồng
Hàn thiếc vào dây đồng chủ yếu là để sửa chữa, chế tạo các linh kiện điện tử, cần đến mối hàn tinh xảo, vì vậy nên sử dụng máy hàn thiếc chuyên dụng để đảm bảo chất lượng mối hàn thay vì sử dụng máy hàn điện tử.
Ngoài máy hàn thiếc, bạn cần phải có nhựa thông, cuộn hàn thiếc để thực hiện.
Bước 1: Làm nóng đầu típ hàn trước.
Bước 2: Nếu mối hàn cũ, chấm đầu típ hàn vào nhựa thông rồi chấm vào điểm hàn để làm sạch. (1)
Bước 3: Bù thiếc vào điểm cần hàn (2)
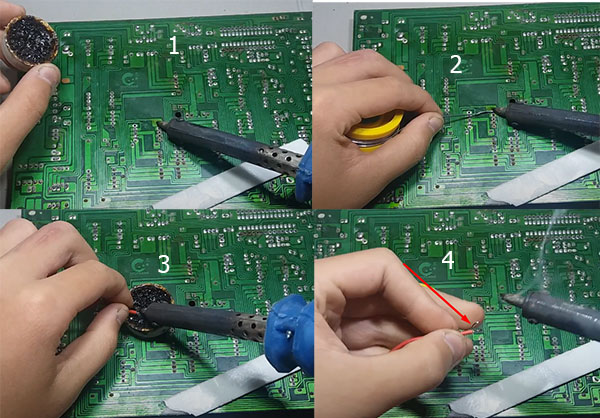
Các bước hàn thiếc vào đồng
Bước 4: Chấm nhựa thông vào sợi dây đồng.
Bước 5: Bù thiếc vào dây đồng (4).
Bước cuối: Hàn dây đồng vào điểm cần hàn.

Bước cuối hàn thiếc vào đồng
Cách hàn chì vào đồng cũng tương tự, muốn mối hàn chì và đồng được đảm bảo, bạn cần dùng mỏ hàn công suất lớn (khoảng 60W). Đưa mỏ hàn nóng vào điểm cần hàn trên dây đồng cho dây đồng nóng trước rồi mới chấm dây chì vào (vì đồng có nhiệt độ nóng chảy cao hơn chì).
Cách hàn đồng với inox
Bản chất thực tế, đồng thau và inox rất khó hàn với nhau, không phải cách hàn nào cũng thực hiện được, nếu hàn tốt cũng chỉ đạt 70%. Tuy nhiên, nếu tìm được cách hàn tối ưu nhất thì chất lượng mối hàn đồng inox vẫn đạt hiệu quả kết dính cao, cùng tìm hiểu nhé!
Đầu tiên, bạn phải có chất kết dính "Soldering Paste" gồm thành phần chính là nhựa thông và hàn the. Trong khi hàn the có nhiệm vụ tẩy rửa ở nhiệt độ cao, giảm quá trình oxi hóa, thì nhựa thông có nhiệm vụ kết dính rất tốt.
Trong cách hàn đồng với inox này, có thể sử dụng máy hàn gió đá để đạt hiệu quả cao.

Các bước thực hiện hàn đồng với inox
Bước 1: Bôi chất Soldering Paste vào điểm cần hàn.
Bước 2: Nung nóng vật hàn khoảng 1 – 2 phút.
Bước 3: Khi đã nung nóng đạt đến nhiệt độ mong muốn nhất định, tắt khò và cho chất hàn bù vào (chì) tiếp điểm hàn. Lưu ý khi đưa chất hàn bù vào không nên tiếp tục khò nóng vì sẽ khiến chì chảy thoát xuống dưới lỗ khoan, không khô được, tốn kém chì.
Nếu hàn quen tay, bạn sẽ biết lúc nào nên ngưng khò, lúc nào nên khò và khò ở vị trí nào là phù hợp. Vì vậy muốn hàn đồng inox đạt hiệu quả cao, bạn cần phải thực hành nhiều lần.
Cách hàn đồng với nhôm
Trong cách hàn đồng với nhôm, ta sử dụng que hàn nhôm có lõi thuốc để bù vào.
Vì nhôm chịu nhiệt kém, khi núng nóng là sẽ mềm, dễ bị gãy hoặc thủng nên khi hàn phải chỉnh nhiệt vừa đủ và thao tác phải khéo léo hơn khi hàn ống đồng hoặc sắt.
Đầu tiên, bạn nung nóng phần ống đồng khoảng 1 – 2 phút, tiếp đến vừa nung vừa cho que thuốc bọc để bù vào.

Cách hàn đồng với nhôm
Lưu ý: Nếu hàn đồng với nhôm không có thủ thuật nhỏ sau đây thì sau khi hàn, bên trong điểm hàn (tức là lỗ ống) sẽ bị nghẹt vì kim loại chảy xuống. Vì vậy nếu muốn không bị nghẹt, bạn cần làm như sau:
Sử dụng lá sắt hoặc thiếc mỏng cuộn lại thành ống sao cho đút vừa ống nhôm (như hình) rồi sau đó, lắp lại vào ống đồng.
Nhờ vậy, mà sau khi hàn, không sợ kim loại chảy ngược vào bên trong gây nghẹt lỗ.

Chế một lá sắt hoặc thiếc vừa vào lỗ ống nhôm
Như vậy là Máy Đo Chuyên Dụng vừa giới thiệu đến bạn các cách hàn đồng với đồng, cách hàn đồng với sắt, thiếc, chì, inox, nhôm,… Nếu bạn cần được tư vấn thêm các loại máy hàn điện tử, máy hàn thiếc hay máy hàn cơ có thể gọi điện trực tiếp tới hotline (024) 3793 8604 – 3219 1220 để được nhân viên tư vấn, hỗ trợ nhiều hơn.